



Thread former or thread grooving tool
There are different methods to produce a thread (milling, forming, drilling, rolling…etc.) Thread forming or thread grooving is one of many methods.
You can find more methods for thread production here: Methods of making threads. In this blog post we will deal with: What is a thread former / thread grooving? What exactly is cold forming in a tap? Which materials and materials can be formed? What are thread formers with and without lubrication grooves? Is there a difference between core holes for tapping and core holes for thread forming?

What is a tap or thread former?
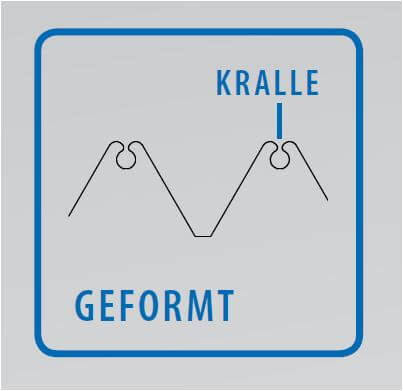
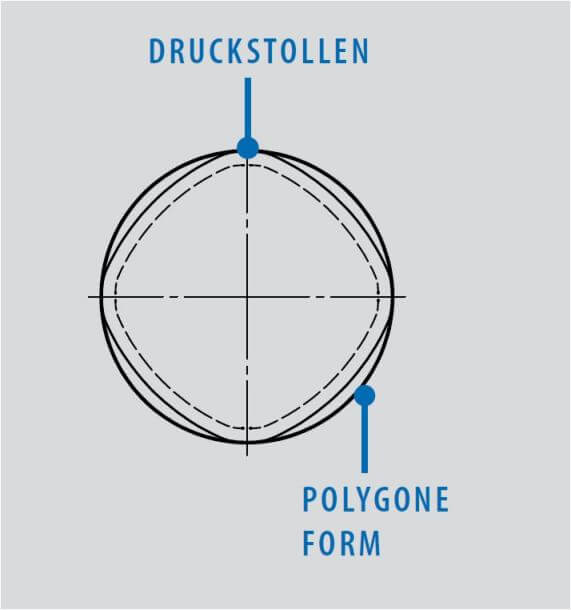
With the thread former (also called a tap drill) internal threads are produced without cutting by cold forming. The prerequisite is the good cold formability of the material. The material is pushed to the side by the edges (pressure studs) and formed into a thread. Thus, no chips are produced, the surface is smooth and the machining is fast and precise. In direct comparison to the tap, the tap has a longer service life. However, the tolerances of the drill hole are tighter and the applied torque is higher than with tapping. Thread forming does not destroy any material fibres and therefore provides a better surface structure of the tap. The thread also has a higher thread strength. Unfortunately thread forming is not suitable for all materials. Thread formers cannot be reground.
The thread former has a polygonal shape.
What exactly is cold forming in thread forming?
Cold forming is the forming of metals at a temperature well below the recrystallisation temperature, which results in an increase in strength and a reduction in elongation at break. The forming pockets are then formed during thread forming.

Thread former vs. tap
To form a thread you have to pre-drill a core hole, similar to tapping. However, the decisive difference between the two methods is in the detail.
While you need a smaller core hole when tapping, you have to make sure that the core hole is larger when tapping. This is because the core hole dimension is calculated differently than when tapping. You can find more information on this in the core hole dimension table for thread formers below.
Differences and comparison: former and tapping
The mathematical derivation for determining the correct core hole diameter (DK) for tapping as well as thread formers is:
- former: DK = DNominal diameter – (0,5 × P) + 0,05
- former: DK= DNominal diameter – P
DK= Nominal diameter of the thread (thread former or tap)
P = Thread pitch in mm
Core hole dimension table for thread formers

| Core hole dimension table for thread formers | ||
| Nominal diameter mm | pitch mm | core hole mm |
| M1 | 0,25 | 0,90 ± 0,01 |
| M2 | 0,4 | 1,83 ± 0,02 |
| M3 | 0,5 | 2,80 ± 0,03 |
| M4 | 0,7 | 3,70 ± 0,03 |
| M5 | 0,8 | 4,65 ± 0,03 |
| M6 | 1 | 5,53 ± 0,03 |
| M7 | 1 | 6,53 ± 0,04 |
| M8 | 1,25 | 7,40 ± 0,04 |
| M9 | 1,25 | 8,40 ± 0,04 |
| M10 | 1,5 | 9,28 ± 0,05 |
| M11 | 1,5 | 10,30 ± 0,05 |
| M12 | 1,75 | 11,16 ± 0,05 |
| M14 | 2 | 13,05 ± 0,05 |
| M16 | 2 | 15,05 ± 0,05 |
| M18 | 2,5 | 16,85 ± 0,05 |
| M20 | 2,5 | 18,85 ± 0,05 |
| M22 | 2,5 | 20,85 ± 0,05 |
| M24 | 3 | 22,65 ± 0,05 |
| M27 | 3 | 25,65 ± 0,05 |
Which materials and materials can be shaped?
Thread formers are particularly suitable when no chips are desired. This can sometimes be the case with blind holes. Nevertheless, a tap is suitable for both through holes and blind holes. The material in which a thread can be formed depends, among other things, on the surface treatment of the tap. This is because thread formers, like taps, can also be surface finished.
- Thread formers with a bright surface
- Vaporized thread formers
- Tap with a TiN coating (titanium nitride coating)
Which different thread formers are available?
Thread formers and thread formers come in different designs:
Thread formers without lubrication groove (suitable for thin and soft materials)
Tap with lubrication groove (The lubrication groove improves the contact between tap and workpiece surface)
Tap with internal cooling (suitable for deep tapped holes)

Info picture: Thread former

Summary: Thread former
With the thread former (tap) internal threads are produced chiplessly by cold forming. A prerequisite is the good cold formability of the material. The material is pushed to the side by the edges (pressure studs) and formed into a thread. Thus, no chips are produced, the surface is smooth and the machining is fast, but the tolerances are tighter when drilling and the torque used is higher than when thread cutting.
You can find thread formers in ourShop

Gewindeformer DIN 371 D HSSE/TIN M3 | 01900130
Gewindeformer DIN 371 D HSSE/TIN M4 | 01900150
Gewindeformer DIN 371 D HSSE/TIN M5 | 01900170
Gewindeformer DIN 371 D HSSE/TIN M6 | 01900190
Gewindeformer DIN 371 D HSSE/TIN M8 | 01900210
Gewindeformer DIN 371 D HSSE/TIN M10 | 01900230
Gewindeformer DIN 371 D HSSE/TIN M12 | 01900250










