



The difference between
through hole and blind hole
What exactly is a through hole? What is a blind hole? What is the difference between a through hole and a blind hole? What do I have to pay attention to when cutting a blind hole? We provide you with answers and an overview.
When cutting an internal thread, a core hole must first be pre-drilled with a twist drill (More information about the core hole here!). When drilling a core hole, we distinguish between a through hole and a blind hole.
What is a through hole? What is a blind hole?
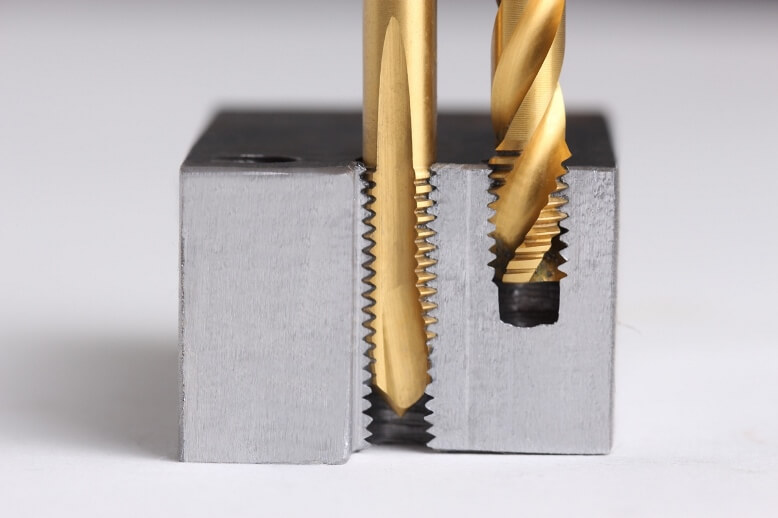
A through hole is a hole that goes through the entire workpiece. In contrast to the blind hole, a hole does not pass through the entire workpiece. The blind hole always has only a certain depth. The picture below shows a cross section of both a through hole and a blind hole:
Depending on which core hole you choose, you will need different taps. Since the chip removal must be either above or below the hole to be able to cut the thread cleanly.
Different taps for different bores
The left-hand machine tap has a straight flute and has a peel point (More about the flute shape of taps). This machine tap is only suitable for through holes, as the chips are ejected below the hole. Logically, such a tap cannot be used for blind holes. The chips would clog the blind hole and make clean cutting impossible. In the worst case, the thread could be severely damaged and the tap could break off.
Therefore, when drilling blind holes, it is recommended to use a machine tap that has a right-hand spiral flute and where the chips are therefore removed above the hole. In addition, the core hole in blind holes should be pre-drilled deeper than the desired thread by the length of the chamfer.
core holes in cross section: bore of a through hole with a straight fluted machine tap and peel cut

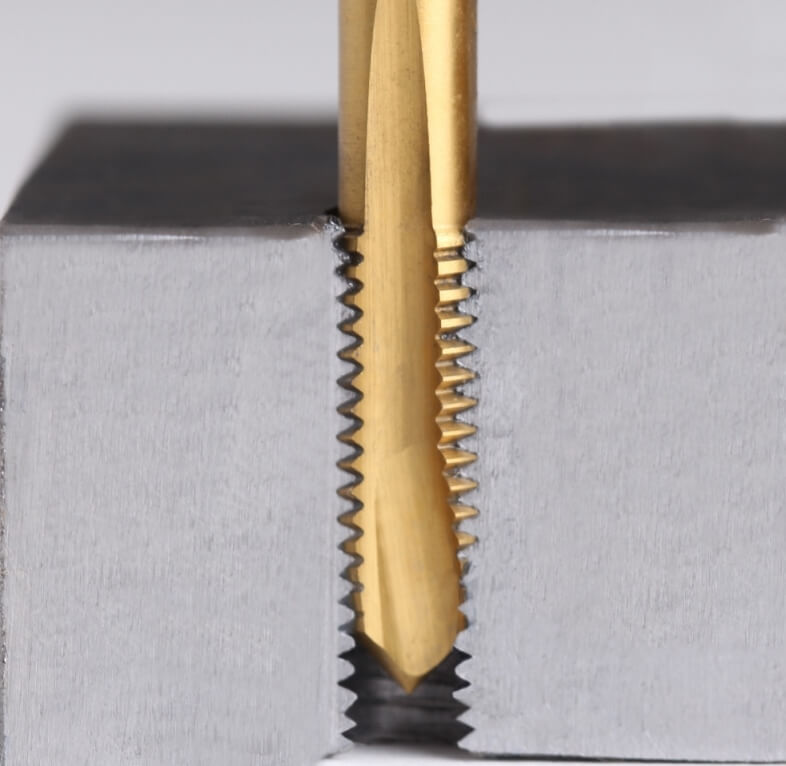
Core holes in cross-section: Bore of a blind hole (SaLo) with a right-hand twisted spiral tap

Cross section: Finish cut thread










