



The gate forms of taps play a very decisive role
When cutting internal threads, all the cutting work is done by the teeth of the gate. The decision on the most suitable form of lead-in must therefore be made very carefully. This is because the gate influences not only the quality of the thread but also the service life of the tap. The shape of the chamfer depends on the type of core hole. Whether it is a through hole (a hole in a workpiece that passes through the entire workpiece) or whether it is a blind hole (a hole that does not completely penetrate the workpiece, but only has a certain depth).
For blind holes, we recommend right-hand grooved taps or straight grooved taps with a short chamfer. The right-hand fluted tools lead the chips upwards in the direction of the shank. The gate is designed in such a way that the chips do not get jammed when returning, but are reliably sheared off.
Left-hand fluted taps and taps with a peel point are particularly suitable for machining through holes. This is because the chips are removed in the cutting direction.
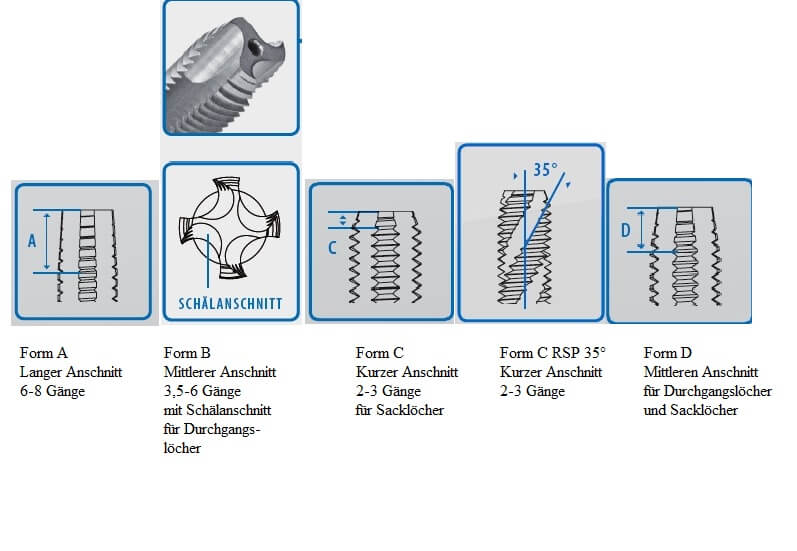
In practice, the gate forms A to D have proven themselves.
Gate lengths for set taps 3-part
For the set taps 3-part, the taper tap has approx. 6 threads, the centre tap has approx. 4 threads and the finishing tap has approx. 2 threads.
Cutting lengths for set taps 2-part
For the 2-piece set taps, the taper tap has approx. 5 threads and the finishing tap has approx. 2 threads










