3 important facts about the adjustable tap wrench: Production, exchange torque and clamping jaws
In today’s article you can read more about the production, the correct torque and how to change the clamping jaws on the adjustable winch iron (available in the shop).

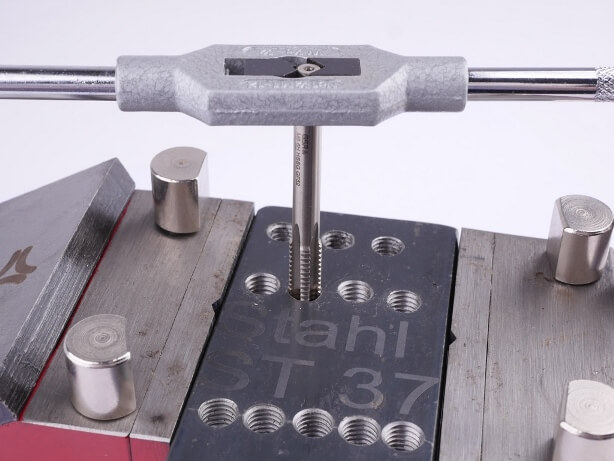
You will need an adjustable tap wrench to hold tools with square shank. There the taps or screw extractors are clamped with the square shank. If you choose a tap wrench, you should make sure that it is manufactured according to DIN 1814 and that the clamping jaws are hardened.
Manufacturing of the adjustable tap wrench
The body of the holder is made of zinc die-cast or steel. For larger taps we recommend steel bodies. They are produced by investment casting and then machined. For normal use in the range between M3 and M10, however, the taps made of die-cast zinc are sufficient. Problems are only encountered if large air pockets have formed at critical points during the production process. Unfortunately this cannot be seen from the outside. During the production process, however, the damaged parts can be filtered out by weighing the raw part.

Replace the clamping jaws on the adjustable tap wrench
With frequent use the clamping jaws wear out. However, they can easily be replaced. To do this, turn the adjustable jaw to its initial position and then unscrew the handle from the opposite side. Then you can press the fixed jaw out of the holder with a center punch or screwdriver. Then unscrew the adjustable jaw from the thread of the handle by moving the jaw all the way out by turning the handle. This all sounds terribly complicated, but in reality it is quite easy to handle.
On some winch irons the adjustable jaw is attached to the handle by a screw connection. Then simply loosen the screw in the jaw with a suitable screwdriver.
Torque with adjustable tap wrench
In the handle of the winch iron there is a drill hole on one side. There you can insert a small metal pin to increase the leverage when tightening the adjustable jaw. And another warning: Do not extend the handles with pipe sections to increase the leverage. For thread cutting, the forces you can achieve with normal handles are perfectly adequate. If not, check the tap, material or core hole, but do not increase the torque.